
- Co může být potřebné pro pájení?
- Bezpečnostní opatření
- Příprava
- Pájecí technika pájecí drát
- Krok za krokem metoda pájení rádiových komponentů na desku
- Možné problémy s pájením
- Závěr
- Video návody jak pájet
Pomozte vývoji webu a sdílení článku s přáteli!
Při montáži různých elektrotechnických a radiotechnických zařízení je oblíbené pájení. Zajišťuje elektricky vodivé spojení měděných drátů a jiných výrobků z mědi spolu se součástmi elektrických obvodů a jiných kovových částí z čisté mědi a slitin mědi, jakož i pro výrobu hliníkového pájení. Pájení je jednoduché, velmi flexibilní, umožňuje získat nízký přechodový odpor připojených komponent.
Podstatou technologie pájení je zahřátí kontaktní zóny následným vylitím tekutým kovem s nízkou teplotou tavení. Po ochlazení poskytuje tavenina elektrický kontakt. Před pájením vodičů je obvykle nutné dodatečné zpracování připojovaných povrchů (nejčastěji tzv. Pocínování drátů), což zaručuje dlouhodobou stabilitu.
Při nepřítomnosti vibrací a rázových zatížení pro malé části je dosaženo dobré pevnosti spoje. Ve všech ostatních případech je pájeno s dodatečnou fixací.
Co může být potřebné pro pájení?
Pájení vyžaduje zdroj tepla. To může být pájeno používat otevřený plamen, elektrickou spirálu, a také laserový paprsek. Ten umožňuje pájení i s čistým kovem. Domy používají především elektrickou páječku. Je určen pro:
- Instalace a opravy různých elektronických obvodů;
- Navrhování a opravy elektrických zařízení;
- pocínování s vrstvou pájky různých kovových výrobků.
Páječka
Pájeno ruční páječkou, která se používá pro:
- ohřev připojených komponent;
- zahřátí pájky na její přechod do kapalného stavu;
- nanesení tekuté pájky na spojené prvky.
Páječka, která je znázorněna na obrázku 1, obsahuje:
- izolován s ohřívačem ze slídy nebo spirály ze skleněných vláken z nichromového drátu;
- měděný sting, který je umístěn uvnitř spirály;
- plastová nebo dřevěná rukojeť;
- pouzdro pro umístění pájecího hrotu a spirály.

Připojení k elektrické síti je provedeno kabelem o délce asi 1 m, který opouští zadní část rukojeti omezovačem poloměru ohybu.
Dřevěná nebo plastová rukojeť má tvar jednoduché rukojeti. Elektronické obvody jsou pájeny nízkonapěťovými produkty vybavenými rukojetí s pistolí a spouštěcím tlačítkem pro rychlé zahřátí hrotu. Jedna z variant takového nástroje je znázorněna na obr. 2. Obr.

Páječky pro domácnost jsou určeny pro připojení k síťovému napětí 12 a 220 V.
220-voltové páječky musí být z bezpečnostních důvodů vybaveny 3kolíkovou zástrčkou, která poskytuje spolehlivou zem. Pro 12-voltovou technologii postačuje jednoduchá 2kolíková plochá zástrčka.
Pájka
Jsou možné pájky - slitiny cínu a olova, další kovové přísady. Pájka má podobu trubky nebo drátu různých průměrů. Trubkovitá pájka je naplněna uvnitř kalafunou, je vhodnější pájet s ní.
Olovo se zavádí do slitiny za účelem snížení nákladů. Jeho specifický obsah je odlišný, což se přímo projevuje ve značce. Například POS-61 (velmi populární zrádce) znamená:
- P - pájka;
- OS - cín-olovo;
- 61 - s obsahem cínu 61%.
V každodenním životě jsou pájeny se slitinami se sníženým obsahem cínu, doporučuje se provádět pocínování nádobí složením POS-90.
Kromě toho jsou pájeny měkkými a tvrdými pájkami. Měkké sloučeniny mají teplotu tání menší než 450 ° C, zbytek patří pevné látce. Teplota tání pájky POS-61 je 190–192 ° C. Vzhledem k potížím s ohřevem se vysokoteplotní pájení zahrnující pájky neprovádí elektrickým nástrojem.
Kompozice s přídavkem nízkotavitelných kovů: hliník a kadmium - pájený hliník. Vzhledem ke zvýšené toxicitě je pájení s jejich pomocí možné pouze v nepřítomnosti alternativy.
Tok
Musí být pájeny tavidlem - pomocnou složkou, která poskytuje:
- rozpouštění oxidových filmů na povrchu spojovaných dílů;
- dobrá přilnavost k pájecí slitině;
- zlepšení podmínek šíření slitiny na povrchu tenkou vrstvou.
Obvykle se v této kvalitě používá kalafunová pryskyřice, stejně jako kompozice na bázi její směsi s alkoholem, glycerinem a zinkem. Rosin má teplotu měknutí těsně nad 50 ° C, varí při 200 ° C. Chemicky, kalafuna je poměrně agresivní vůči kovům a je hygroskopická, když je nasycena vlhkostí, rychle zvyšuje vodivost. V závislosti na přísadách a jejich koncentraci vykazuje vlastnosti neutrálních nebo aktivních tavidel.

Rosin flux se prodává ve formě prášku, v kusech nebo kalafunovém roztoku.
Stříbro, nerezová ocel a některé další kovy mohou být pájeny pouze pomocí speciálních tavidel (známých jako kyselé toky nebo pájecí kyseliny).
Někteří montéři, kteří pájené dráty provádějí předehřívání na tabletě aspirinu, jejíž výpary fungují jako tavidlo, aby se zvýšila kvalita služby.
Pájecí pasta
Pájecí pasta je složením pájky a tavidla. Je pájeno na těžko přístupných místech, stejně jako při instalaci bezolovnatých elektronických součástek. Kompozice se aplikuje na složku, která se pak jednoduše zahřeje žihadlo.
Vložit lze nezávisle. Za tím účelem se cínové piliny smísí s kapalným tokem do gelové konzistence. Pastu skladujte v utěsněném obalu, doba použitelnosti v důsledku oxidace cínu nepřesáhne šest měsíců.
Stojan na páječku
Jsou pájeny hrotem zahřátým na vysokou teplotu, a proto během přestávky zůstane nástroj na stojanu. Pro výkonné páječky se provádí se dvěma podpěrami: zadní pro rukojeť, přední pro pouzdro. Podpěry jsou namontovány na překližkové základně, která slouží k:
- instalační krabice s kalafunou;
- skladování pájecího drátu (příklad je znázorněn na obrázku 3);
- čištění žihadla.
Obrázek 3 ukazuje, že stojan nevyžaduje vzácné materiály, může být vyroben ručně.

U zařízení s nízkým výkonem se často používá kuželovitý držák (běžný nebo spirálový, jak je také znázorněno na obrázku 3), ve kterém je nástroj vložen s bodnutím.
Starší modely stojanů dodávají regulátor pracovní teploty, LCD displej pro indikaci teploty hrotu, obr. 4. Takový pájecí nástroj se často nazývá pájecí stanice.

Odstranění pájecího pásku
S opletením v případech, kdy je nutné demontovat pájku z desky s plošnými spoji při demontáži dílů. Je to hustá síť tenkých měděných drátů potažených tavidlem.
Princip činnosti je založen na efektu povrchu: mřížka „absorbuje“ pájku roztavenou na desce s plošnými spoji v důsledku kapilárních sil.
Šířka pletence je typicky asi 5 mm, přívod je válcován v pouzdře o průměru asi 5 cm.
Funkce odstranění pájecího pístu může být provedena vnějším pláštěm starého pružného koaxiálního kabelu.
Bezpečnostní opatření
Dodržování bezpečnostních předpisů:
- podporuje ochranu proti tepelným popáleninám;
- zabraňuje vzniku požáru;
- chrání před úrazem elektrickým proudem.
Než začnete pájet, měli byste se ujistit, že napájecí kabel funguje. Sting by se neměl týkat příležitostí, ale i jiných předmětů. Páječka by měla být vždy umístěna na stojanu. Je zakázáno dotýkat se jeho těla, nástroj můžete vzít pouze za rukojeť.
Příprava
Pracoviště
Vždy se pájí při normálním všeobecném osvětlení (ne horší než 500 luxů) a v případě potřeby vytvářejí komfortnější prostředí, používají zdroj místního osvětlení.
Je třeba dbát na dobré větrání. Nejlepších výsledků dosahují výfukové plyny, v případě jeho nepřítomnosti přerušovaně pájíme, aby se místnost větrala z výparů kalafuny (každou hodinu během intenzivní práce).
Výběr výkonu páječky
Pájecí páječky různých kapacit. Obvykle se předpokládá, že:
- nízkoenergetické páječky (20 - 50 W) jsou vhodné pro práci s elektronikou, umožňují pájení tenkých vodičů;
- 100 W přístrojové pájecí vrstvy s tloušťkou nepřesahující 1 mm;
- 200 wattů a více vám umožní pájet takové masivní díly, které zpočátku vyžadují použití vysoce výkonných páječek.
Síla zařízení se dá snadno vizuálně posoudit: páječka na 50 wattů je o něco větší než pájecí pero, zatímco páječka na 200 wattů má celkovou délku asi 35-40 cm.
Páječka k práci
Před prvním zapnutím odstraňte z pouzdra zbytky maziva. Vyhoření způsobuje kouř a nepříjemný zápach. Proto použijte prodlužovací šňůru, která ji vystaví na ulici oknem po dobu jedné hodiny.
Pak je hrot páječky kladivem kladivem: těsnění mědi zvyšuje životnost. Špička žihadla má tvar:
- v úhlu nebo na řezu - pro přímou práci (příklad je ukázán na obrázku 5);
- nůž-podobný - s tímto bodnutím oni současně pájí několik kontaktů (typický pro microcircuits);
- speciální - jsou pájeny některými typy rádiových komponent.

Než začnete pájet, měli byste vyčistit žihadlo oxidového filmu. Tento postup se provádí s jemnozrnným smirkovým papírem nebo sametovým souborem a chemicky: ponořením do kalafuny. Čištěný žihadlo se podává s pájkou.
V případě potřeby můžete pájet v místě s výkonnou páječkou. K tomuto účelu je na jeho bodnutí navinut měděný drát o průměru 0, 5-1 mm s použitím volného konce pro ohřátí pájky.
Pájecí díly
Pájka je vždy v několika fázích. Nejprve připravte povrch kovového vodiče:
- odstranění oxidového filmu, následované odmašťováním;
- údržba (nanesení vrstvy cínu na povrch kontaktu).
Poté můžete díly spojit.
Nezapomeňte vyčistit použité vodiče.
Oxidový film je odstraněn souborem, smirkovým papírem, čepelí nože. V případě pružných drátů je každý drát zpracován.
Izolace smaltovaného drátu se odstraní tahem přes povrch PVC trubky, na kterou se lisuje vyhřívaným bodnutím.
Známkou připravenosti je rovnoměrně lesklý povrch bez zbytků oxidového filmu.
Jsou vždy pájeny odmašťováním, tzn. otřete povrch hadříkem nepouštějícím vlákna nebo hadříkem navlhčeným acetonem nebo lakem.
Nové dráty nemají žádný oxidový film. Servis se provádí ihned po odstranění izolace.
Měděný vodič by měl být pod tavidlem vyčerpán, po zahřátí by pájka měla zakrýt kovový povrch tenkou vrstvou. V přítomnosti korálků se nedoporučuje pájení, drát se umisťuje vertikálně a drží páječku shora dolů. Nadměrný roztavený rychlý led teče do žihadla.
Je-li to nezbytné pro pájení hliníku, pak se postup stripování a údržby kombinuje. K tomu dejte drát potažený kalafunou do brusného papíru, ohřejte ho současně s rotací.
Kvalita toku některých druhů se snižuje s dlouhodobým skladováním a také vlivem vzdušné vlhkosti. Taková tavidla jsou proto pájena s dodatečnou kontrolou nad trvanlivostí.
Pájecí technika pájecí drát
Pájení drátu se provádí v následujícím pořadí:
- Odstraňte izolaci na délce 3-5 cm (na drátech o větším průměru, délka sekce, která má být odstraněna, je delší).
- V případě potřeby vyčistěte a odmastěte připojené vodiče.
- Vytvořte pevně stočený vodič.
- Zpracovat výsledný spojovací tok.
- Sbírají pájku na bodnutí a pájení kroucení, pokračují v zahřívání až do úplného rozprostření; V případě potřeby několikrát opakujte. Pájka by měla vyplnit všechny dutiny spoje, jak je znázorněno na obrázku 6.
- Výsledný spoj izolovat.

Pájení hliníkových drátů mezi sebou, stejně jako s mědí, nemá žádné zásadní rozdíly s výjimkou složitějšího servisního postupu.
Krok za krokem metoda pájení rádiových komponentů na desku
Obvykle jsou rádiové komponenty a desky plošných spojů z výroby opatřeny kolíky a vodiči, které jsou potaženy cínem. Mohou být pájeny bez předchozí údržby. Desky jsou pouze konzervované, když jsou vyrobeny samy.
Postup pájení zahrnuje takové kroky jako:
- Pinzety ohýbají kolíky v požadovaném úhlu, pak jsou vloženy do otvorů desky.
- Připevněte položku pinzetou.
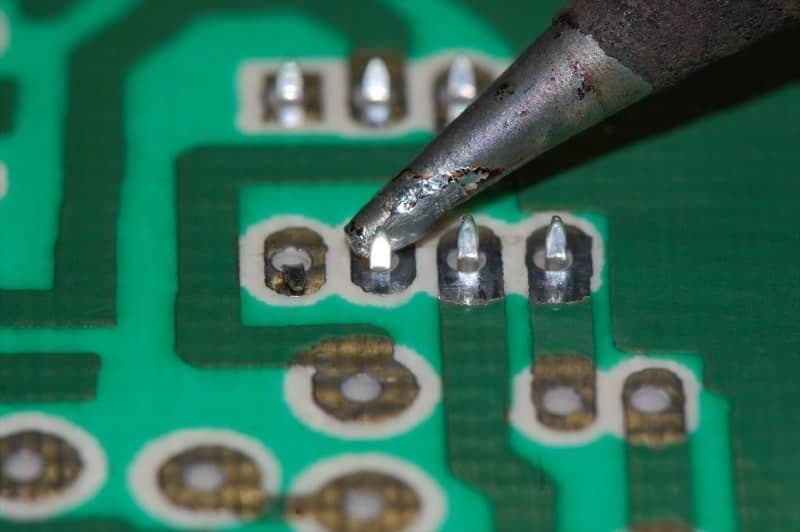
- Pájka se shromažďuje na špičce, ponořená do kalafuny, umístí se do spojovacího bodu výstupu s deskou, jak je znázorněno na obr. 7. Po zahřátí povrchů pájka proudí do pásů desky, výstupního prvku, kontaktů mikroobvodů, které jsou rovnoměrně rozloženy na ně působením sil povrchového napětí .
- Díl se drží pinzetou v požadované poloze, dokud pájka neztuhne.
- Po dokončení pájení je nutné desku opláchnout alkoholem a / nebo acetonem.
- Dále kontroluje nepřítomnost zkratových komponent desky, způsobených kapkami pájky.
Pinzeta houba pro lepší fixaci, je vhodné ostřit nebo použít speciální nástroj, jak je znázorněno na obrázku 8.
Přebytečné čepy se demontují pomocí bočních řezaček.

U znovu použitých desek se montážní otvory očistí od zbytků pájky dřevěným párátkem.
Při práci je vhodné dodržovat následující pravidla:
- žihadlo je orientováno rovnoběžně s rovinou desky;
- v důsledku nebezpečí přehřátí rádiových komponent a odlupování cest nesoucích proud v důsledku přehřátí desky, nepájejí se déle než 2 sekundy;
- Před pájením by měl být žihadlo očištěno od oxidů.
Možné problémy s pájením
V přítomnosti určitého rychle rozvinutého dovednostního pájení poskytuje dobrý kontakt. Několik problémů lze snadno identifikovat vizuálně. Patří mezi ně:
- slabého ohřevu připojených komponent nebo tzv. pájení za studena - pájka získá charakteristickou matnou barvu, mechanická pevnost kontaktních kapek, rychle se zhroutí;
- přehřátí komponent - pájka nepokrývá povrch vůbec, tzn. spojení je prakticky nepřítomné;
- pohyb komponentů, které mají být připojeny, dokud není pájka zcela vytvrzena - ve filmu vytvrzené pájky je viditelná ostrá mezera, není zde žádné spojení.
Odstranění těchto defektů se provádí opakovaným pájením.
Závěr
Pájené spojení poskytuje vysokou kvalitu v kombinaci s adaptabilitou. Tento postup je jednoduchý na implementaci (můžete se naučit, jak pájet během několika hodin), ale je třeba pečlivě provádět několik postupných operací, pečlivě sledovat pracovní technologii.
Můžete pájet správně, pouze pokud máte pracovní nástroj.
Možné problémy s pájením Pájení vždy s přísným dodržováním bezpečnostních předpisů.