
Pomozte vývoji webu a sdílení článku s přáteli!
Tepelné účinky na jejich jednotlivé části se často používají pro připojení kovových konstrukcí. Manuální a automatické svařování elektrickým obloukem je jedním z nejoblíbenějších typů těchto prací.
Druhy
Svařování elektrickým obloukem (GOST 5264-80) je proces spojování kovů, při kterém může teplota elektrického oblouku dosáhnout 7000 stupňů. Jedná se o jedinečný typ spojení jednotlivých částí konstrukcí, protože tímto způsobem mohou být svařovány všechny známé kovy. Po ztuhnutí v místě adheze se vytvoří svar. Používá se k opravě karoserie, plynu, vody a dalších trubek, během výrobních prací atd.
Elektrický oblouk roztaví kovové a kovové elektrody, po kterých kapalina vytvořená vlivem teploty vyplní mezeru mezi oběma polotovary.
Typy svařování elektrickým obloukem:
- Manuál;
- Poloautomatické;
- Automaticky.
Hlavní rozdíl mezi procesem je princip práce. S ručním ovládáním jsou všechny činnosti na kombinaci kovů prováděny ručně, s automatickým, respektive výhradně svařovacím strojem. Poloautomatický proces je kombinován. Zde se používají elektrody pro svařování kovů.

V závislosti na použitém proudu lze také provést proces svařování elektrickým obloukem:
- Variabilní;
- Trvalý. Takové technologické svařování má přímou polaritu (negativní elektrody) a reverzní (pozitivní).
V závislosti na požadovaném proudu lze použít různá zařízení a způsoby připojení. Svářeči také v závislosti na typu technologického zpracování používají různé elektrody: tavení a netavení. Tavení lze použít v jakémkoliv prostředí. Pracují tak, že mezi kovem a elektrodou tvoří oblouk. V závislosti na délce dílů, které mají být spojeny, se při svařování elektroda posouvá do spár. Používá se pro uhlíkovou ocel, sloučeniny hliníku, měď atd.

Pro malé a tenké sloučeniny se používá netavící hmota. Často se používají pro svařování potrubí, žáruvzdorných kovů a dalších. Pro tyto účely se používají wolframové elektrody, grafit a uhlík.
Také elektrické obloukové svařování je klasifikováno podle typu ochrany:
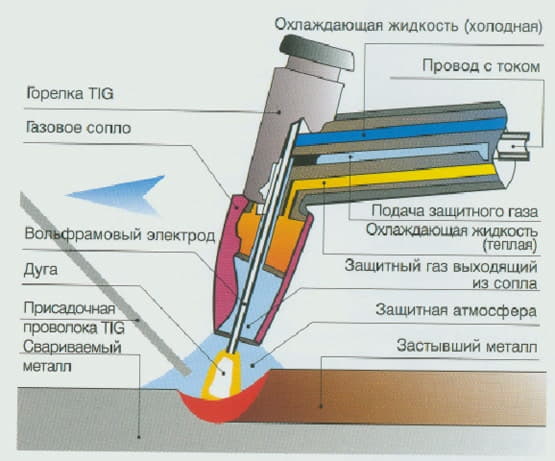
- V prostředí ochranných plynů (GOST 14771-76). Je to argon a uhličitan;
- V prostředí strusky. To je proces tepelných účinků na kovové sloučeniny pod tavidlovými nebo silně potaženými elektrodami. Tento proces je populární při pájení různých trubek o velkém průměru;
- S kombinovanou ochranou. Způsob pájení, při kterém se vyrábějí režimy v plynném prostředí s tavidly s tlustým povlakem.

Technologie elektrického obloukového svařování má své výhody a nevýhody. Výhody procesu:
- Dostupnost svařovacího zařízení a přídavných prvků (tok, elektrody). Nakupujte střídače v jakémkoliv obchodě s elektrickým proudem. Průměrná cena - od $ 30 za ruční střídač a od $ 80 za poloautomat;
- Tepelně ovlivněná zóna má velmi malý vliv na nevařitelné kovové oblasti. To je velmi důležité pro připojení trubek a tenkých válcovaných plechů.
Metody elektrického obloukového svařování mají také některé nevýhody:
- Je nutné použít speciální vybavení. Svařování elektrickým obloukem se provádí pouze speciálními střídači a elektrodami;
- Pro svařování nerezové oceli (legované oceli), hliníku, mědi a jiných tavitelných kovů je nutné čištění připojených prvků. Hrany se připravují před procesem tepelného zpracování a po jeho ukončení (pouze za podmínky úplného ochlazení kovu).

Video: školení pro obloukové svařování
Jak je to
Pro správné svařování kovu obloukovým svařováním je nutné striktně dodržovat pokyny. Pouze za této podmínky bude svar dostatečně silný a čistý.
Pokyny krok za krokem:
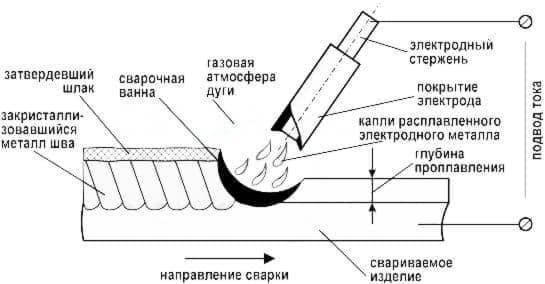
- Okraje přířezů se v případě potřeby očistí a odmastí. Vyhřívaná elektroda je k nim připojena. Konec elektrody rozděluje určitou část povrchu svařované části na ionty a elektrony. V tomto prostoru vzniká obloukový výboj;

Fotografie - Odizolování - Aby byl proces svařování rychlejší a výsledek byl spolehlivější, jsou na povrch svařované výztuže (elektrod) aplikovány různé látky. To může být vápník, draslík, sodík. Zrychlují proces separace kovu na částice;
- Podle typu svařování může být proveden otevřeným obloukem (roztavením nechráněného proudu směrovaných částic) a uzavřen. V otevřené poloze jsou nákupy kovů nasyceny dusíkem, což negativně ovlivňuje vlastnosti švu. Pro snížení tohoto účinku jsou elektrody pokryty kovovou vrstvou. Pro výrobu je výhodnější použít uzavřený způsob, ve kterém je místo svařování chráněno před kyslíkem;

Foto - potřebné nástroje - Když jsou dokončeny všechny přípravné procesy, musíte nainstalovat elektrodu do měniče a několikrát vést konec tyče podél konců částí, které mají být svařovány - to zapálí oblouk. Zařízení jsou vybírána podle typu prováděné práce a v závislosti na vlastnostech a vlastnostech kovů. Po zapnutí svařovacího zařízení je nutné nastavit proud na požadovanou úroveň a při zahřátí systému nasadit bezpečnostní zařízení;

Foto - ochrana - Různá zařízení mají různé způsoby svařování, ale všechna moderní zařízení jsou vyrobena takovým způsobem, že nedovolují lepení elektrod. Proto není nutné snažit se držet tyč na určité úrovni od povrchu;
- Svařovací schéma: pro podporu elektrody na povrchu svařovaných dílů a mírné pomalé vedení podél mezery. Koupelna bude naplněna tekutým kovem, který při tuhnutí vytvoří pevné spojení. Pro přesný výpočet výkonu, proudu a trvání oblouku je nutné použít provozní mapu technologického procesu;
- Svislé švy jsou svařeny v krátkém oblouku. Úhel kontaktu mezi elektrodou a povrchem, který má být svařován, musí být rovný, je povolena odchylka 10 stupňů. Aby se zabránilo roztavení kovu na jednom místě, lze použít jedle, trojúhelníkovou techniku nebo vícevrstvý průchod tenkým obloukem. Každá technika má své vlastní charakteristiky, takže je zvolena vhodná metoda v závislosti na potřebách a úrovni tréninku.

Po dokončení opravy je třeba desky upevnit do určité polohy až do úplného vytvrzení koupelny a švu.