
Pomozte vývoji webu a sdílení článku s přáteli!
Bodové svařovací stroje nejsou tak často používány v každodenním životě jako obloukové svařování, ale někdy je bez nich nemožné. Vzhledem k tomu, že náklady na takové vybavení začínají na 450 až 470 USD, je ziskovost jeho nákupu sporná.

Cesta z této situace je kontaktní bodové svařování vlastními rukama. Než vám ale řekneme, jak udělat takové zařízení sami, podívejme se na to, co je to bodové svařování a jak to funguje.
Stručně o bodovém svařování
Tento typ svařování se týká kontaktu (termomechanického). Je třeba poznamenat, že tato kategorie zahrnuje také svařování švů a tupých spojů, ale není možné je realizovat doma, protože pro tento účel bude zapotřebí složité vybavení.
Proces svařování zahrnuje následující kroky:
- detaily jsou kombinovány v požadované poloze;
- upevní se mezi elektrodami přístroje, které tyto díly přitlačují;
- Ohřev se provádí v důsledku toho, že v důsledku plastické deformace jsou díly pevně spojeny.
Bodový svařovací stroj (jak je znázorněno na obrázku) může provádět až 600 operací za minutu.

Technologie procesu
Pro ohřev dílů na požadovanou teplotu je na ně aplikován krátkodobý impuls s vysokým proudem. Typicky puls trvá od 0, 01 do 0, 1 sekundy (čas je vybrán na základě vlastností kovu, ze kterého jsou díly vyrobeny).
Během impulsu se kov roztaví a mezi částmi se vytvoří společné kapalné jádro, dokud neztvrdne, povrchy, které mají být svařovány, musí být udržovány pod tlakem. Díky tomu krystalizuje roztavené jádro. Níže je znázorněn výkres ilustrující proces svařování.
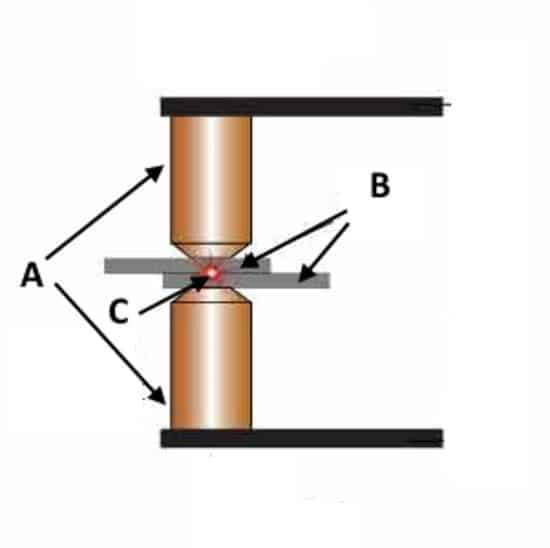
Legenda:
- A - elektrody;
- B - svařované díly;
- C je jádro svařování.
Tlak na části je nutný tak, že když je pulz podél obvodu roztaveného kovového jádra, je vytvořen těsnicí pás, který neumožňuje, aby tavenina vytékala ze zóny, kde dochází k svařování.
Pro zajištění nejlepších podmínek pro krystalizaci taveniny se postupně odstraňuje tlak na části. Pokud je nutné „svařovat“ místo svařování, aby se odstranily nehomogenity ve švu, zvýšte tlak (to se děje v konečné fázi).
Aby bylo zajištěno spolehlivé spojení a kvalita švu, je nutné povrchy dílů předběžně ošetřit v místech, kde bude svařování probíhat. To se provádí za účelem odstranění oxidového filmu nebo koroze.
Je-li nutné zajistit spolehlivé spojení dílů o tloušťce od 1 do 1, 5 mm, použije se svařování kondenzátorem. Princip jeho fungování je následující:
- blok kondenzátorů nabitých malým proudem;
- kondenzátory jsou vybíjeny přes připojené části (impulsní síla je dostatečná pro zajištění požadovaného režimu svařování).
Tento typ svařování se používá v oblastech průmyslu, kde je nutné kombinovat miniaturní a subminiaturní komponenty (radiotechnika, elektronika atd.).
Když už mluvíme o technologii bodového svařování, je třeba poznamenat, že může být použito k propojení různých kovů navzájem.
Příklady domácích designů
Na internetu existuje mnoho příkladů vytvoření zařízení, která produkují bodové svařování. Představujeme některé z nejúspěšnějších návrhů. Níže uvedený diagram ukazuje jednoduchý bodový svářeč.
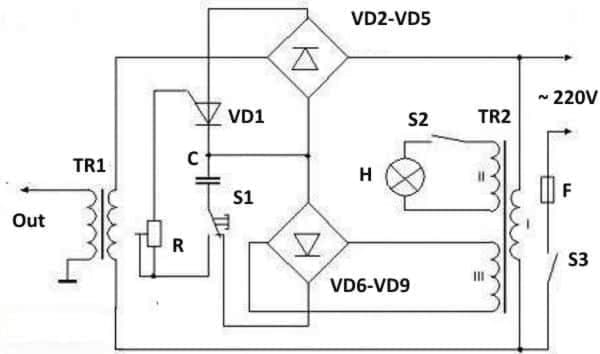
Pro implementaci potřebujeme následující rádiové komponenty:
- R je variabilní odpor 100 Ohm;
- C - kondenzátor určený pro napětí nejméně 25 V s kapacitou 1000 μF;
- VD1 - tyristor KU202, index písmen může být K, L, M nebo H, může být také použit PTL-50, ale v tomto případě by měla být kapacita „C“ snížena na 1000 μF;
- VD2-VD5 - D232A diody, cizí ekvivalent - S4M;
- VD6-VD9 - D226B diody, mohou být nahrazeny cizím analogem 1N4007;
- F - Pojistka 5 A.
Je nutné provést odbočku, aby se zjistilo, jak vytvořit transformátor TR1. Vyrábí se na bázi železa Sh40 s nastavenou tloušťkou 70 mm. Pro primární vinutí je nutný vodič PEV2 o průměru 0, 8 mm. Počet závitů ve vinutí je 300.
Pro sekundární vinutí budete potřebovat měděný drát Ø4 mm. Je možné jej nahradit pneumatikou za předpokladu, že její průřez je nejméně 20 mm 2 . Počet závitů sekundárního vinutí - 10.
Video: svařování do-it-yourself
Pokud jde o TR2, je pro něj vhodný některý z nízkonapěťových transformátorů (od 5 do 10 W). Současně by vinutí II použité pro připojení podsvícení „H“ mělo mít výstupní napětí v rozsahu 5-6 V a vinutí III - 15 V.
Výkon vyrobeného zařízení bude relativně ne vysoký, v rozsahu od 300 do 500 A, přičemž maximální doba impulsu je až 0, 1 s (za předpokladu, že hodnoty „R“ a „C“ jsou stejné jako v níže uvedeném diagramu). To je dostačující pro svařování ocelového drátu Ø0, 3 mm nebo plechu, pokud jeho tloušťka nepřesahuje 0, 2 mm.
Uvádíme diagram silnějšího zařízení, ve kterém bude svařovací elektrický proud pulsu v rozsahu od 1, 5 kA do 2 kA.
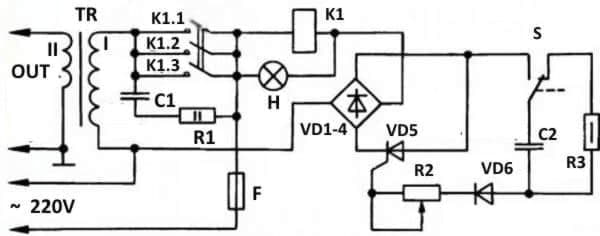
Uvádíme komponenty použité v schématu:
- jmenovité hodnoty odporu: R1-1, 0 kΩ, R2-4, 7 kΩ, R3-1, 1 kΩ;
- Kapacity v programu: C1-1.0 microfarad, C2-0.25 microfarad. C1 by navíc měla být navržena pro napětí nejméně 630 V;
- Diody VD1-VD4 - diody D226B, mohou být nahrazeny cizím analogem 1N4007, místo diod můžete umístit diodový můstek, například КЦ405А;
- tyristor VD6 - KU202N, musí být umístěn na radiátoru o ploše nejméně 8 cm 2 ;
- VD6 - D237B;
- F - 10 A pojistka;
- K1 je jakýkoliv magnetický startér, který má tři páry pracovních kontaktů a vinutí je dimenzováno na ~ 220 V, například můžete nainstalovat PME071 MVHRZ AC3.
Nyní si povíme, jak vytvořit transformátor TR1. Základem je autotransformátor LATR-9, jak je znázorněno na fotografii.

Navíjení v tomto autotransformátoru se skládá z 266 závitů, je vyrobeno z měděného drátu o průměru 1, 0 mm, použijeme jej jako primární. Opatrně demontujte konstrukci, aby nedošlo k poškození vinutí. Hřídel a pohyblivý válečkový kontakt, který je k němu připojen, se demontují.
Dale potřebujeme izolovat kontaktní dráhu, za tím účelem ji očistíme od prachu, odmaštění a laku. Když dodatečně vysychá, izolujeme celé vinutí pomocí lakované látky.
Jako sekundární vinutí používáme měděný drát s průřezem nejméně 80 mm2. Je důležité, aby izolace tohoto vodiče byla tepelně odolná. Když jsou splněny všechny podmínky, uděláme je vinutí tří otáček.
Nastavení sestaveného zařízení je omezeno na odstupňování stupnice proměnného odporu, který reguluje dobu pulsu.
Před zahájením svařování doporučujeme experimentálně nastavit optimální dobu pulsu. Pokud je doba trvání zbytečná, díly budou spáleny, a pokud je to méně, než je nutné, pevnost spojení bude nespolehlivá.
Jak již bylo uvedeno výše, zařízení je schopno produkovat svařovací proud až do 2000 A, což umožňuje svařování ocelového drátu o průměru 3 mm nebo ocelového plechu, jehož tloušťka nepřesahuje 1, 1 mm.